As designs grew more complex through the 1970s and 1990s, multi-axis aerospace components, precision medical implants, and tightly packaged automotive assemblies began to require traditional plus/minus tolerancing to fail. Parts that met every individual dimension still wouldn’t assemble. Inspectors and suppliers argued over interpretation. Scrap piled up.
Geometric dimensioning and tolerancing emerged as the solution: a standardized engineering language (primarily ASME Y14.5-2018 in the US) that communicates design intent and allowable variation with precision that coordinate tolerancing simply cannot match.
GD&T is used on both 2D engineering drawings and 3D models to ensure parts from different manufacturing partners assemble and function reliably. Typical use cases span high-consequence industries:
- Turbine housings requiring tight profile controls
- Orthopedic implants where cylindricity tolerances of 0.0005 inches prevent micromotion failures
- EV battery trays need flatness and position checks
- Precision gearboxes with critical runout requirements
This guide is not a standard; it’s a practical explanation of how to read and think about GD&T in day-to-day mechanical engineering work.
Brief History and Standards Behind GD&T
Early tolerancing methods frequently led to functional parts being rejected, especially during the high-volume production demands of World War II. The problem was straightforward: traditional coordinate tolerancing couldn’t capture functional requirements for complex shapes.
Stanley Parker, working at the Royal Navy Torpedo Factory in the 1940s, developed the concept of “true position” to address this gap and reduce scrap on torpedo components. His work laid the foundation for what would become modern GD&T.
Key milestones in the evolution:
| Year | Development |
| 1940 | MIL-STD-8 becomes the first US military GD&T standard |
| 1966 | Early ASME Y14.5 release establishes civilian framework |
| 1982 | Major revision adds profile and composite tolerancing |
| 1994 | Significant updates to datum reference concepts |
| 2018 | The current ASME Y14.5-2018 revision incorporates MBD compatibility |
ASME Y14.5 dominates in North America, while ISO 1101 is common in Europe and Asia. Differences are subtle but meaningful – ASME’s Rule #1 assumes perfect form at MMC, a concept historically absent in ISO.
US companies working with global suppliers need awareness of both standards to avoid costly miscommunication.
What Is GD&T and How Does It Work?
At its core, GD&T specifies how far actual part geometry may deviate from an ideal shape (the CAD model) while still meeting function. It controls four aspects:
- Size: Limits and fits for features like holes and shafts
- Form: The shape of individual features relative to themselves
- Orientation: Tilt or angle relative to datums
- Location: Placement in 3D space relative to other features
This contrasts sharply with coordinate (rectangular) tolerancing, which applies plus/minus values on X, Y, and Z axes independently. Consider a bolt circle on an automotive transmission housing: traditional tolerancing might require five or six separate ± dimensions, each creating a square tolerance zone. A single GD&T position tolerance replaces all of them with a cylindrical tolerance zone that better reflects actual assembly function.
GD&T works by combining three building blocks:
- Basic dimensions: Theoretically exact values defining ideal geometry
- Datum reference frames: The coordinate system from which measurements originate
- Feature control frames: The notation specifying allowable variation
Traditional Tolerancing vs. GD&T
Traditional coordinate tolerancing assigns ± values to each dimension independently. A hole located at 50.0 ± 0.1 mm in both X and Y creates a square tolerance zone—the feature’s axis must fall within that 0.2 mm × 0.2 mm square.
The problem? That square zone is overly restrictive in the corners and doesn’t match how parts actually assemble. A hole slightly bent in position, but within the circular assembly clearance, gets rejected.
GD&T position controls use a cylindrical tolerance zone instead. The math works out to approximately 57% more usable tolerance for the same nominal requirement:
| Tolerancing Method | Tolerance Zone Shape | Usable Area |
| Coordinate ±0.1 mm | Square (0.2 × 0.2) | 0.04 mm² |
| GD&T ⌀0.2 mm | Cylindrical | 0.063 mm² |
Practical implications are significant:
- Fewer rejected parts that actually function correctly
- Better interchangeability across suppliers
- Simpler inspection when using cylindrical zones that match assembly function
When to use each approach:
- Retain simple ± tolerances for non-critical linear dimensions, surface roughness callouts, and features with no assembly interface
- Invest in GD&T for critical interfaces, safety-related features, and any dimension that affects function or interchangeability
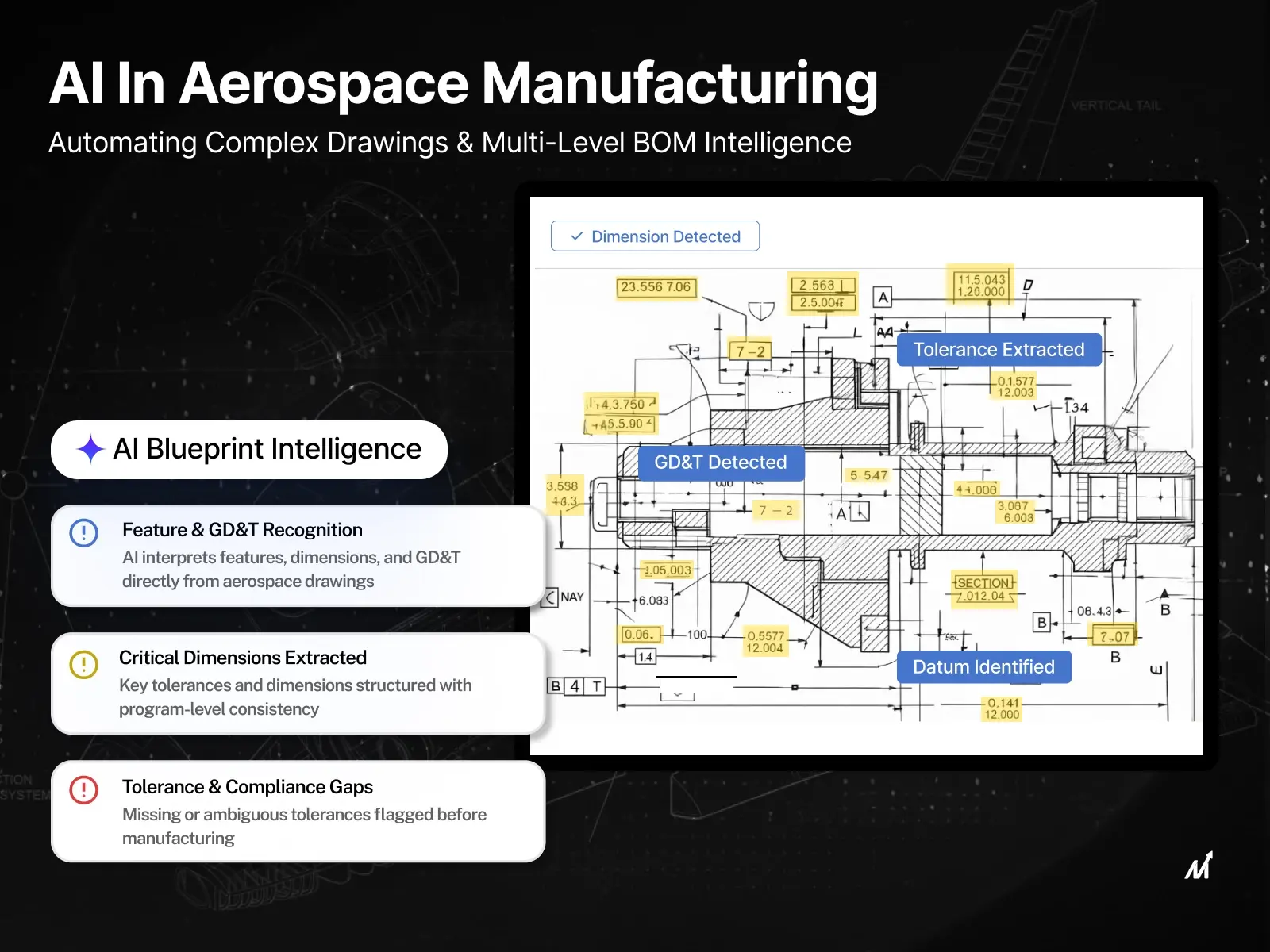
How AI Interprets GD&T in Practice
Interpreting GD&T across large drawing sets is time-consuming and prone to inconsistency when done manually. Engineers must identify feature control frames, datum references, and material condition modifiers across drawings that were never designed for automation.
AI-based blueprint interpretation systems address this by analyzing drawings visually and structurally, identifying GD&T elements, and converting them into structured data that downstream teams can use consistently.
Here is how our AI blueprint classifier automatically detects GD&T symbols, datum references, and feature control frames from an engineering drawing.
Markovate’s AI Blueprint Classifier applies this approach at enterprise scale, helping engineering teams standardize GD&T interpretation across large drawing libraries.
Core GD&T Concepts: Datums, Basic Dimensions, and Feature Control Frames
This section covers the conceptual “engine” of GD&T that every engineer and supplier must understand before memorizing gd t symbols. All later symbols—flatness, position, profile, and the rest- depend on correctly defined datums and feature control frames.
Consider a simple example: a rectangular plate with two holes. The bottom face might serve as the primary datum (A), one edge as the secondary datum (B), and the perpendicular edge as the tertiary datum (C). The holes’ positions are then controlled relative to this datum reference frame (DRF), with basic dimensions defining their true position and a feature control frame specifying allowable deviation.
Datum Reference Frames (DRF)
A datum is an ideal point, line, or plane used as the “zero” reference for measuring part features; it’s a theoretical construct, not a physical surface itself.
The datum reference frame consists of three mutually perpendicular planes (primary, secondary, tertiary) that constrain six degrees of freedom. This follows the 3-2-1 rule:
- Primary datum: Constrains 3 degrees of freedom (rotation about two axes, translation along one)
- Secondary datum: Constrains 2 additional degrees of freedom
- Tertiary datum (often the datum axis or center plane): Constrains the final degree of freedom
Datum feature letters (A, B, C) in a feature control frame define the order of precedence and part setup for inspection or assembly. For example, a machined base plate might rest on datum A (bottom face), slide against datum B (side face), and be located by datum C (end face).
Poor datum selection is a common root cause of inspection disputes and unexpected scrap. Choose datums that reflect how the part is actually constrained in its final assembly.
Datum Features
Datum features are the actual part surfaces—faces, holes, pins, slots—used to establish datums in practice. While the datum itself is theoretical, the datum feature is physical and measurable.
Datum feature simulators approximate the ideal datum during inspection:
- Granite surface plates for flat primary datum planes
- Precision pins are inserted into holes to establish a datum axis
- V-blocks for cylindrical datums on shafts
For example, inspecting a turbine disk might involve using a 20 mm precision pin in a reamed hole to establish the datum axis, then measuring profile deviation of the airfoil surfaces relative to that axis.
Primary datum features should be broad, stable surfaces closely tied to how the part is located in its real assembly. AI-based GD&T interpretation tools can automatically identify likely datum features from CAD models, helping standardize designs across product lines.
Basic Dimensions
Basic dimensions are theoretically exact values, shown in rectangular boxes on drawings, that define ideal geometry without direct tolerances attached. The actual allowable variation comes from the geometric tolerances in feature control frames, not from ± values on the basics.
Example: A 40.0 mm basic dimension from the datum A/B intersection to a hole’s true position, controlled by a positional tolerance of ⌀0.2 mm. The 40.0 is exact—the feature control frame specifies how much deviation is acceptable.
Basic dimensions are generally not directly used for pass/fail inspection. Inspectors measure against the defined tolerance zones instead, using the basic dimensions to establish the intended position or ideal shape.
Avoid mixing basic dimensions and conventional ± tolerances for the same particular feature. This creates confusion and potential inspection disputes.
Feature Control Frames (FCF)
The feature control frame (FCF) is the rectangular “sentence” that tells manufacturing and inspection exactly how a given feature is controlled. It’s the core notation of geometric dimensioning.
Standard compartments in a feature control frame:
- Geometric characteristic symbol (e.g., position, flatness, profile)
- Tolerance value (often preceded by the diameter symbol ⌀ for cylindrical zones)
- Material condition modifier (if applicable)
- Datum references (in order of precedence)
Example callout: ⌾ ⌀0.10 Ⓜ A B C
Reading left to right:
- ⌾ indicates position tolerance
- ⌀0.10 defines a cylindrical tolerance zone of 0.10 mm diameter
- Ⓜ applies maximum material condition mmc
- A, B, C reference datums in order (A primary, B secondary, C tertiary)
Each feature control frame should describe one clear requirement. Stacked or composite frames handle more complex controls where both pattern location and feature-to-feature relationships matter.
Consistent FCF usage enables automated parsing by Model-Based Definition (MBD) systems and AI-driven inspection programming.
GD&T Symbol Categories and Key Controls
GD&T control symbols fall into five standard categories defined by ASME:
| Category | Controls | Datum Required? |
| Form | Shape of Individual Features | No |
| Orientation | Angular relationship to datums | Yes |
| Location | Position in 3D space | Yes |
| Profile | Complex shapes and contours | Usually |
| Runout | Rotating feature variation | Yes |
The following sections walk through the most commonly used geometric tolerances at a practical level. Note that some legacy ASME symbols (concentricity, symmetry) have been largely replaced in the 2018 standard.
Form Controls: Flatness, Straightness, Circularity, Cylindricity
Form controls do not require datums; they control the shape of individual features relative to themselves.
Flatness controls a feature surface between two parallel planes. The entire surface must lie within this zone. Common applications include gasket surfaces on engine blocks, mounting pads on housings, and reference surfaces for subsequent machining. A flatness tolerance of 0.05 mm means the surface cannot deviate more than 0.05 mm from a perfect plane.
Straightness controls the linearity of a surface element or axis. For guide rails, long shafts, or extruded profiles, straightness ensures the feature isn’t slightly bent beyond acceptable limits.
Circularity (roundness) controls cross-sectional roundness in planes perpendicular to an axis. Each circular feature cross-section must fall between two concentric circles. This is critical for bearing seats, O-ring grooves, and any rotating interface.
Cylindricity combines circularity and straightness to control an entire cylindrical surface simultaneously. The tolerance applies to the whole form, ensuring the surface falls between two coaxial cylinders. This is essential for rotating shafts, pistons, and any cylindrical surface that must maintain a consistent diameter along its length.
Orientation Controls: Parallelism, Perpendicularity, Angularity
Orientation controls define how a surface or axis is tilted relative to a datum, without fixing its exact location.
Parallelism keeps a feature equidistant from a datum plane or datum axis. The tolerance zone consists of two parallel planes (or a cylinder for axes) oriented parallel to the datum. Applications include parallel rails in linear actuator assemblies, mating faces on stacked components, and locating surfaces.
Perpendicularity maintains a 90° angle between features. For flanges meeting perpendicular bores in hydraulic manifolds, or mounting faces that must be square to a bore axis, perpendicularity ensures proper fit and sealing.
Angularity handles non-90° relationships at a specified basic angle. Gear tooth flanks at a designed pressure angle, chamfers, and angled locating surfaces all use angularity controls.
All three orientation tolerances are defined by linear tolerance zones (parallel planes or wedges), even though they control angular relationships. The tolerance value is a distance, not an angle.
Location Controls: Position and Legacy Symbols
Position is the primary location control and one of the most valuable symbols in modern GD&T practice. It defines a cylindrical tolerance zone around the true position of a feature of size, based on basic dimensions and datum references.
Example: Bolt holes on a 200 mm pitch circle for a wind turbine hub, controlled by a position tolerance of ⌀0.25 mm at MMC relative to datums A, B, and C. This single callout replaces multiple ± dimensions and ensures interchangeability across suppliers worldwide.
Position tolerance applies to holes, pins, slots, tabs—any feature with a measurable feature size. The tolerance zone can be cylindrical (for holes/pins) or between two parallel planes (for slots/tabs).
Legacy symbols to be aware of:
- Concentricity: Controls the median points of a feature relative to a datum axis. Rarely used in new designs due to inspection difficulty.
- Symmetry: Controls the center plane of a feature relative to a datum center plane.
Both concentricity and symmetry have been de-emphasized or removed in ASME Y14.5-2018. Recommend replacing them with position or runout wherever feasible in new drawings.
Profile Controls: Profile of a Line and Profile of a Surface
Such controls define 2D or 3D envelopes around ideal shapes, making them ideal for complex shapes and freeform surfaces that cannot be adequately described by other features.
Profile of a line applies a 2D tolerance zone to cross-sections along a surface. Each line element must fall within two curved boundaries equidistant from the true profile. Applications include:
- Airfoil sections on turbine blades
- Cam profiles in engine valve trains
- Seal lips and gasket surfaces
The profile of a surface creates a 3D envelope around the entire surface. Every point must fall within a zone bounded by two surfaces offset equally from the true profile. This surface tolerance is commonly used for:
- Turbine blades (aerospace tolerances often 0.005 inches or tighter)
- Hip stem implants and other medical devices
- Car body panels and complex housings
Profile callouts often reference multiple datums to control size, orientation, and location in a single symbol – a powerful capability for complex parts.
CMMs and 3D scanners have made profile tolerances practical at production scale since the mid-2000s. Dense point cloud data can be compared directly to CAD surfaces with embedded GD&T.
Runout Controls: Circular Runout and Total Runout
Runout controls apply to features that rotate about a datum axis, combining several geometric effects into a single check.
Circular runout controls variation in individual cross-sections as the part is rotated 360° about the datum axis. An indicator held at a fixed position measures total indicator reading (TIR) as the part completes one revolution. This captures eccentricity and out-of-roundness at each cross-section.
Total runout controls the variation of the entire surface across its full length during rotation. The indicator traverses the full surface while the part rotates, capturing wobble, taper, and profile deviation simultaneously.
Practical applications:
- Crankshaft journals where excessive runout creates vibration
- Gearbox input shafts require smooth rotation
- Turbine rotors where microns of runout affect balance and performance
Modern automated gaging systems and in-line metrology commonly rely on runout checks for high-speed rotating components.
Material Condition Modifiers: MMC, LMC, and RFS
Material condition modifiers are symbols that tie geometric tolerance to the actual size of a feature, enabling bonus tolerance as the feature departs from its limit condition.
Modifiers appear after the tolerance value in the feature control frame and only apply to features of size (holes, pins, slots, tabs). They do not apply to surfaces or other features without a measurable size.
The business impact is significant: smart use of modifiers allows looser tolerances during manufacturing without sacrificing assembly function, directly improving yield and throughput.
Maximum Material Condition (MMC)
Maximum material condition is the condition where a feature contains the maximum material: smallest hole size or largest shaft size within its size limits.
When a feature departs from MMC, additional “bonus” geometric tolerance becomes available. The formula:
Bonus Tolerance = |Actual Size – MMC Size|
Practical example:
| Parameter | Value |
| Hole Size Limits | 10.00 to 10.20 mm |
| MMC (smallest hole) | 10.00 mm |
| Position tolerance at MMC | ⌀0.10 mm |
| Actual hole size | 10.20 mm (largest) |
| Bonus tolerance | 0.20 mm |
| Total position tolerance | ⌀0.30 mm |
MMC is ideal for clearance-fit assemblies where function is guaranteed if worst-case material conditions are satisfied. A bolt must fit through the hole even when the bolt is at its largest and the hole at its smallest.
Inspection plans must account for bonus tolerance, often requiring size measurement and geometric check together.
Least Material Condition (LMC)
The least material condition lmc is the condition where a feature contains the least material: the largest hole or the smallest shaft within allowed limits.
LMC is used when maintaining minimum wall thickness, structural integrity, or clearance to edges is more critical than assembly clearance. The focus shifts from “will it assemble?” to “is there enough material?”
Example: A thin-walled orthopedic implant screw hole where LMC prevents breach of critical bone-contact surfaces. The concern isn’t whether the screw fits—it’s whether the remaining wall thickness is sufficient.
Like MMC, LMC allows bonus tolerance as the feature departs from the specified condition. Use LMC selectively and document the functional rationale in design reviews.
Regardless of Feature Size (RFS)
Regardless of feature size is the default condition is where the geometric tolerance does not change with actual feature size, as long as size limits are met. The tolerance applies to any produced size.
RFS is used when both size and geometry must be tightly controlled simultaneously. Applications include:
- Precision dowel pin holes in metrology fixtures, where any extra float degrades measurement repeatability
- Interference fit features where position and size both affect function
- Sealing surfaces where the geometric control is independent of size
Under ASME Y14.5-2018, RFS is the default condition—no explicit symbol is shown in the feature control frame. If no modifier appears, RFS applies.
Some design teams overuse RFS when MMC would provide manufacturing flexibility without functional compromise. Apply RFS intentionally where justified by functional risk analysis, not by default assumption.
Inspection and Measurement Under GD&T
GD&T only delivers value if inspection methods align with datum schemes and tolerance definitions. A perfectly designed drawing is worthless if the quality control team cannot verify it.
Inspection strategies have evolved dramatically:
- 1960s-1980s: Manual gaging, surface plates, dial indicators
- 1990s-2000s: CMM adoption, coordinate measuring machines became standard
- 2010s-present: 3D scanning, optical systems, in-line automated inspection
Design and quality teams must collaborate early to ensure callouts can be checked with available equipment at target cycle times. A tight profile tolerance on a complex surface is meaningless if no one has the scanner to measure it.
Standardize GD&T practices across internal plants and external manufacturing partners to avoid interpretation drift. AI-based vision and metrology systems can now interpret GD&T directly and auto-generate inspection routines from models.
Constraining Parts with Datum Simulators
The first step in inspection is replicating how the part is oriented and constrained in its real assembly, using datum feature simulators.
Common simulators include:
| Datum Type | Simulator |
| Flat primary plane | Granite surface plates |
| Angular plane | Angle plates, sine bars |
| Cylindrical | Precision pins, expanding mandrels |
| External cylinder | V-blocks, collets |
Example inspection setup: A gearbox housing seats on datum A (bottom face against granite plate), clamps against datum B (rear face against angle plate), and locates on datum C (bore with precision pin inserted).
Incorrect fixturing can falsely fail or pass parts, undermining trust in GD&T-driven quality programs. Digital twins and simulation tools can validate datum setups before building physical fixtures.
Fixed and Variable Gages
Fixed gages (go/no-go pins, attribute fixtures) provide fast, production-friendly verification without reporting exact values. They answer a simple question: does it pass or fail?
Variable gages (CMMs, micrometers, 3D scanners) produce actual measurements and deviation maps. They answer: how much does it deviate, and in what direction?
| Application | Recommended Gage Type |
| High-volume automotive | Fized gages for speed |
| Low-volume aerospace | Variable gages for data |
| Medical implants | Variable gages for traceability |
| Prototype development | Variable gages for learning |
MMC-based controls pair naturally with functional fixed gages that simulate worst-case assembly conditions. Integrated analytics platforms can aggregate variable gage data to improve tolerancing decisions over time.
3D Measurement and Model-Based Definition (MBD)
Many organizations now embed GD&T directly in 3D CAD models (Model-Based Definition), reducing dependency on 2D drawings. The model becomes the master definition.
CMMs, laser scanners, and structured-light systems capture dense point clouds that are compared to GD&T callouts on the CAD model:
- 3D scanning of turbine blades for surface profile tolerances
- EV battery trays checked for flatness and position across hundreds of measurement points
- Medical implants verified with optical CMMs for surface tolerance compliance
AI and ML algorithms can parse GD&T from models and automatically set up inspection plans and dashboards—a space where Markovate builds solutions for enterprise manufacturing.
GD&T is not just a drafting practice. It’s a data backbone connecting design, manufacturing, and quality analytics.
Implementing GD&T in Modern Engineering Organizations
Many companies still have a mix of legacy plus/minus drawings and newer GD&T-based models. The transition doesn’t happen overnight, and forcing it can create more problems than it solves.
A phased approach works best:
- Start with critical-to-function features on new designs
- Expand to secondary features as teams build confidence
- Retrofit high-risk legacy parts when major revisions occur
- Maintain stable legacy drawings unless functional issues arise
Training is essential across roles:
- Design engineers: Create correct, inspectable callouts
- Manufacturing engineers: Interpret requirements for process planning
- Machinists: Understand how tolerances affect their work
- Inspectors: Measure and report against GD&T requirements
- Supplier partners: Align with your standards and practices
Establish internal GD&T guidelines aligned with ASME Y14.5-2018, including standard datum schemes, preferred symbol usage, and drawing templates. AI-powered drawing interpretation and BOM validation tools can help enforce consistency at enterprise scale.
Common Pitfalls and How to Avoid Them
Frequent issues that inflate cost and create quality escapes:
- Over-tolerancing non-critical features (adding 15%+ machining time for no functional benefit)
- Ambiguous datum selection that leads to different interpretations
- Mixing legacy and modern symbols on the same drawing
- Ignoring inspection capability when specifying tight tolerances
- Applying RFS by default when MMC would provide the needed flexibility
Best practices:
- Tie each tolerance to a documented functional requirement
- Collaborate early with manufacturing and quality when introducing complex callouts like composite position or tight profile tolerances
- Run pilot lots with enhanced inspection and statistical analysis before freezing drawings
- Use looser tolerances on other features that don’t affect fit or function
- Validate that your manufacturing process can hold specified tolerances before release
Poor GD&T practices can inflate cost and lead time as much as not using GD&T at all. The goal is functional tolerancing, not maximum tolerancing.
GD&T at Scale Requires More Than Symbols
GD&T works best when it is applied consistently, interpreted uniformly, and validated early—before drawings reach manufacturing and suppliers. As product complexity increases and drawing volumes grow, manual interpretation becomes a bottleneck and a source of variation.
Modern engineering teams are increasingly using AI-based blueprint interpretation to:
- Detect GD&T callouts automatically across large drawing sets
- Identify missing or inconsistent datum schemes
- Flag tolerance risks before release to manufacturing
- Convert drawings into structured data for inspection and quality workflows
Markovate’s AI Blueprint Classifier is built for GD&T-heavy manufacturing environments, helping teams analyze engineering drawings at scale and reduce interpretation errors without disrupting existing CAD or PLM systems.
If your organization is dealing with:
- High drawing volumes
- Supplier interpretation disputes
- Manual GD&T reviews are slowing releases
- Inconsistent tolerancing across programs
Talk to us about AI-driven GD&T and blueprint interpretation.
We work with engineering teams to bring clarity, consistency, and speed to drawing-driven workflows.
Contact us to explore AI-powered GD&T interpretation for your engineering data.